- 常州市格美瑞钢格板有限公司 公司专业生产热镀锌钢格板、不锈钢钢格板,质量优良,欢迎咨询选购!

- 全国服务热线
18915863310
常州市格美瑞钢格板有限公司是华东地区较大的钢格板生产基地之一
 常州市格美瑞钢格板有限公司
常州市格美瑞钢格板有限公司



重载钢格栅板的制作方法:
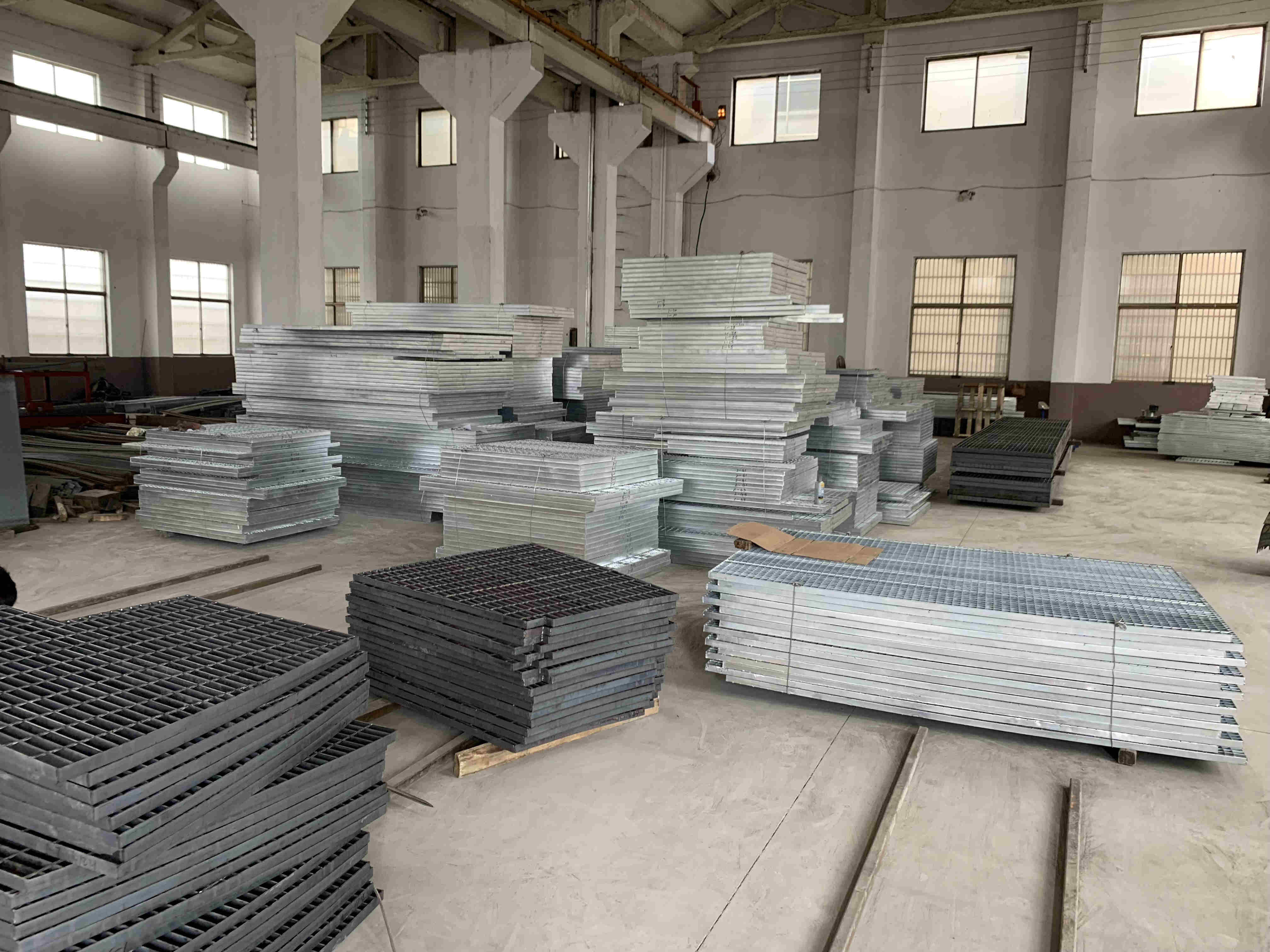
重载钢格栅板制作方法有机器压焊和手工制作两种。 机器压焊使用高压电阻压焊机,机械手自动将横杆横放在均匀排列的扁钢上,通过强大的电焊功率和液压力将横杆压焊入扁钢内,从而可以得到焊点坚固,稳定性和强度极高的高品质钢格板。该焊接工艺受设备和电流电压匹配的影响,一般双杆的焊接比单杆的强度高,该焊接工艺还与原料扁钢的高低有关系,扁钢宽度误差大可能影响焊接强度,使强度不一致;该工艺存在的缺陷是假焊和虚焊,假焊和虚焊容易使横杆剥脱。焊接工艺因设备设备的额定容量,截面较大的重型钢格板无法生产。 该焊接工艺的设备额定容量低于800KVA的一般只能做4mm厚度以下的扁钢钢格板,1250KVA的一般能做5mm~6mm厚度的扁钢钢格板。 手工制作的钢格板有压锁、焊接、互锁免焊等。手工制作焊接的钢格板是先在扁钢上冲孔或槽口,然后将横杆放入孔中点焊,横杆与扁钢会存在空隙,横杆与扁钢每个接触点都进行焊接,横杆密的也可以隔点焊。该生产工艺比较灵活、产品多样化、基本上可以生产全系列钢格板,在重型上有优势;因焊接全部人工手工焊接,容易焊接不牢固、漏焊、假焊,产生假焊和漏焊降低强度。
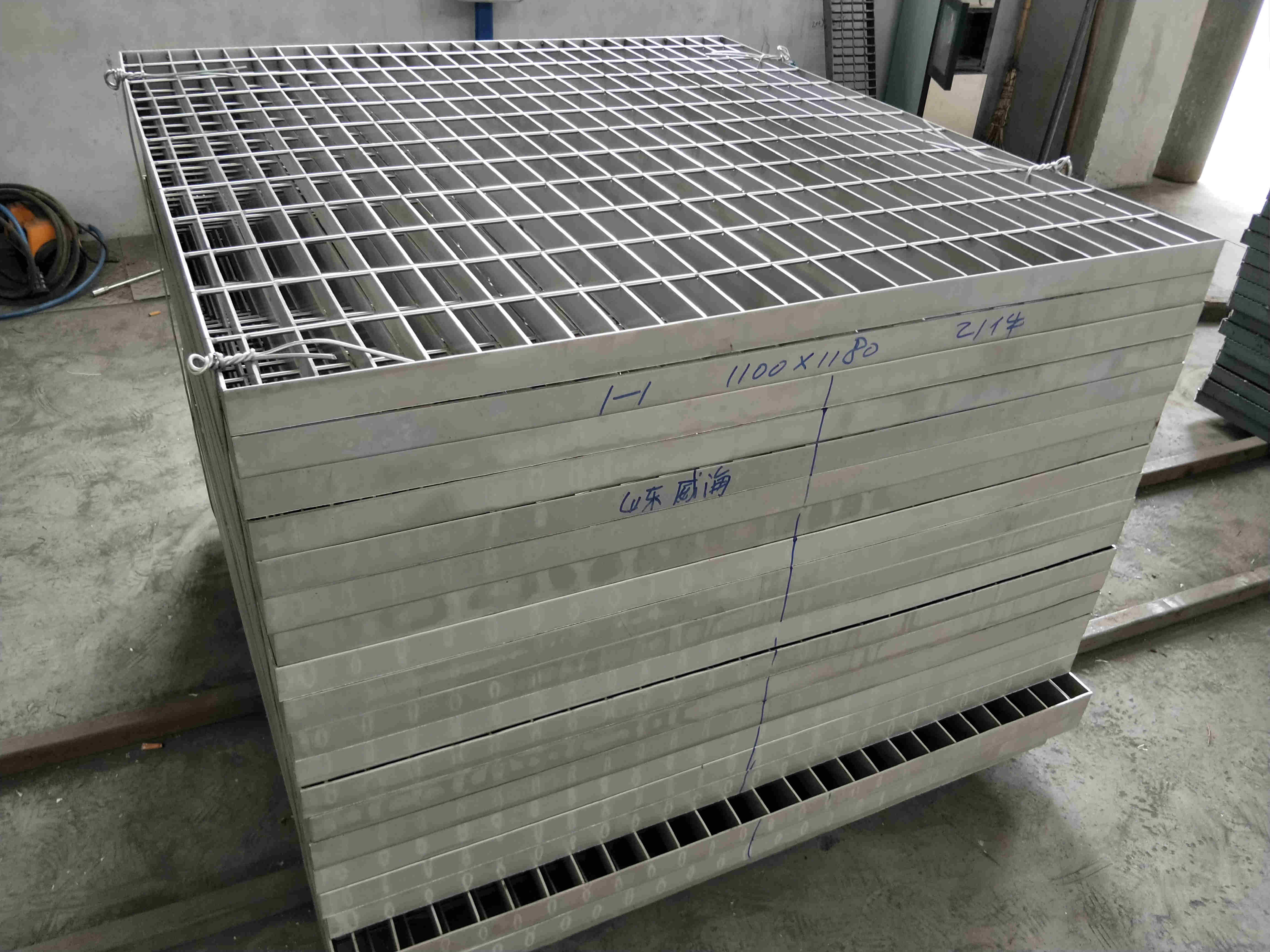
重载钢格栅板是由负荷扁钢和横杆按一定间距经纬排列,采用200吨液压电阻焊自动化设备焊接成原板,经切割,开孔,包边等工序加工而成客户要求的产品。 重载钢格栅板,减少投资:省材料,省人工,省工期,免清洁和维护。自走式停车场钢格板,施工简便在预安装好的支承上用螺栓夹国定或焊接固定,一人即可完成,节省工期。产品无需现场再加工,安装非常迅速。经久耐用:出厂前经热浸锌防腐处理,耐冲击和重压能力强。
关键词: 高铁桥墩钢格栅板 镀锌钢格板理论重量表 镀锌钢格栅板价格 对插钢格板 钢格栅板厂家 钢格板理论重量
编辑推荐内容:
服务热线
18915863310